
Introduction : Pourquoi les vis de moulage automobile nécessitent une ingénierie spécialisée

Les vis de moulures automobiles sont des fixations filetées spécialement conçues pour ancrer les baguettes décoratives et protectrices (appelées collectivement moulures) sur les panneaux de carrosserie. Les baguettes de protection latérales, les élargisseurs d'ailes, les garnitures de bas de caisse, les joints de pare-brise et les couvre-gouttières de toit dépendent tous de ces vis spécialisées pour une fixation fiable et durable.
Contrairement aux vis autotaraudeuses standard, les vis de moulage automobile doivent assurer un serrage fiable malgré les vibrations routières continues, résister aux agents corrosifs (sel de déneigement, produits de lavage auto, etc.) et s'intégrer parfaitement aux surfaces peintes ou chromées adjacentes. Ce guide technique rassemble les données dimensionnelles, les références des matériaux, les comparaisons de revêtements et les stratégies de prévention des défaillances à l'intention des ingénieurs d'approvisionnement et des concepteurs de rang 1 qui spécifient des vis de moulage automobile répondant aux exigences de qualité des équipementiers.
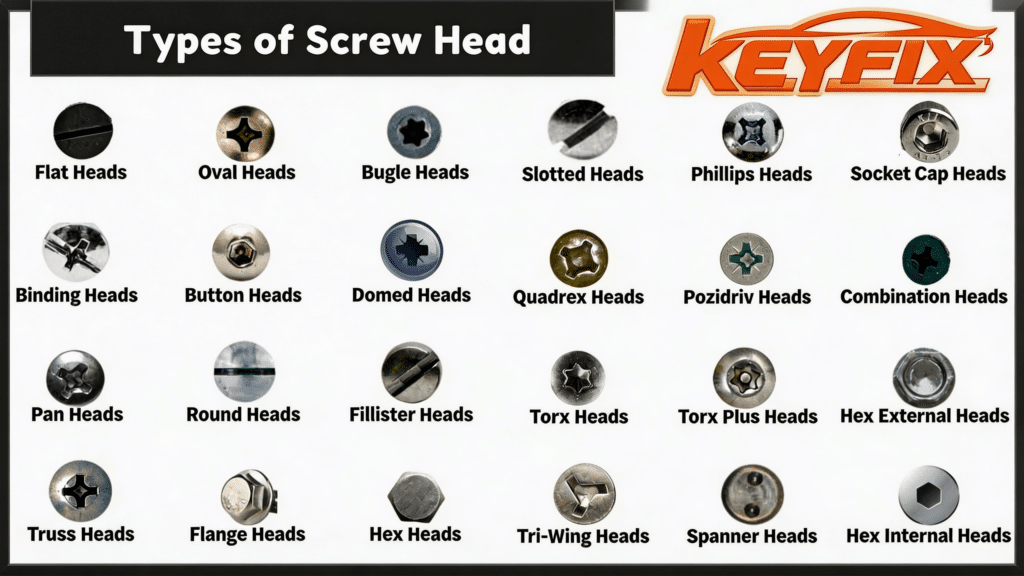
Sélection de la géométrie de la tête et du système d'entraînement
Le profil de la tête d'une vis de moulage automobile détermine la répartition de la force sur la surface du moulage. Le choix de l'empreinte de la vis influe également sur l'efficacité de la chaîne de montage : les dérapages lors de l'installation motorisée augmentent directement les taux de retouche et le coût de main-d'œuvre par véhicule.
| Configuration de la tête | Type de lecteur | Détail de la laveuse | Application de moulage primaire |
|---|---|---|---|
| Phillips Oval | #2 Cross Encast | rondelle fraisée desserrée | baguette de protection latérale de carrosserie, garniture de bas de caisse |
| Tête de rondelle plate | Phillips #2 | rondelle plate intégrée | Moulure de bord d'aile, baguette décorative de porte |
| Bride hexagonale à épaulement | Douille hexagonale 8 mm / 10 mm | Bride hexagonale intégrée | Élargisseurs d'ailes, protection anti-éclaboussures sous caisse |
| Pan Torx | Évidement en étoile T-20 ou T-25 | Laveuse SEMS captive | Cache de barres de toit, moulure de montant B |
| Tête de ferme | Phillips ou à fente | Tête extra-large, sans rondelle nécessaire | Entourage de plaque d'immatriculation, garniture de couvercle de coffre |
| Plat discret | Torx T-15 | Fraisé à fleur | Moulure de pare-brise, cache de montant A |
Les plateformes automobiles européennes et coréennes adoptent de plus en plus les vis de moulage automobiles à empreinte Torx, car la géométrie à six lobes de l'empreinte élimine quasiment tout risque de dérapage lors de l'insertion automatisée par contrôle du couple. Les données recueillies sur le terrain dans les usines d'assemblage indiquent que le passage des embouts Phillips aux embouts Torx réduit les incidents de retouche d'embouts de vissage d'environ 15 à 20 % par poste, ce qui se traduit par des gains de productivité mesurables sur les lignes à haut volume.
Architecture du filetage pour la rétention du moulage
Les vis de moulage automobile utilisent majoritairement des filetages autotaraudeurs qui créent leur propre filetage dans des bossages pré-percés en tôle ou en plastique moulé par injection. Le profil du filetage influe directement sur la résistance à l'arrachement, le couple de serrage et le risque de fissuration du substrat.
| Paramètre de thread | Plage typique SAE | Plage typique métrique | Importance en ingénierie |
|---|---|---|---|
| Grand diamètre | #6 (3,50 mm) à #14 (6,30 mm) | M3.5 à M6.3 | Détermine la section de cisaillement à la racine du filet |
| Pas | 18 à 32 TPI | 1,06 mm à 1,81 mm | Un pas plus fin augmente la marge de couple de la bande dans les panneaux minces |
| Type de point | Type A (gimlet) / Type B (blunt) | Conformément à la norme DIN 7981 | Le type B convient aux substrats en acier de plus forte épaisseur. |
| Durée d'engagement | 12,7 mm à 38,1 mm | 15 mm à 35 mm | Doit dépasser l'épaisseur combinée moulure + panneau |
| Rapport de filetage haut/bas | 0,65 à 0,75 | 0,65 à 0,75 | L'alternance des crêtes réduit les contraintes radiales dans les bossages en polymère. |
La géométrie des filetages à pas variable est devenue de plus en plus cruciale à mesure que les constructeurs automobiles remplacent les clips de moulage en acier embouti par des fixations en PA66-GF30 moulées par injection. Les tests d'arrachement montrent que les vis de moulage automobile à pas variable offrent une force de rétention supérieure de 25 à 30 % dans le polyamide renforcé de fibres de verre par rapport aux filetages taraudeurs classiques à un seul pas, car la crête de filetage plus basse réduit le déplacement radial et minimise la propagation des microfissures sous l'effet des charges thermiques cycliques.
Comparaison de la composition des matériaux
Le choix de l'alliage de base détermine la résistance à la traction, la durée de vie en fatigue et la compatibilité avec le revêtement. Le choix du matériau doit concilier le coût et le profil d'exposition à la corrosion du marché cible du véhicule.

| Désignation de l'alliage | Limite d'élasticité (MPa) | Comportement à la corrosion | Indice des coûts | Application la mieux adaptée |
|---|---|---|---|---|
| SWRCH 18A (C bas) | 320 – 400 | Nécessite un placage protecteur | 1,0× | Segment économique, exportations en climat tempéré |
| SWRCH 22A (Moyen C) | 400 – 500 | Nécessite un placage protecteur | 1,1× | Moulure extérieure standard OEM |
| Acier au bore 10B21 | 550 – 750 | Doit être revêtu ; sensible à la fragilisation par l'hydrogène | 1,15× | Élargisseurs d'ailes renforcés, extensions d'ailes de camion |
| Acier inoxydable martensitique SUS 410 | 420 – 520 | résistance intrinsèque modérée | 2.0× | Véhicules destinés aux marchés côtiers, garnitures extérieures apparentes |
| Acier inoxydable austénitique SUS 304 | 480 – 600 | Excellente résistance intrinsèque | 2,5× | Flottes haut de gamme, connexes au secteur maritime |
| Aluminium A6061-T6 | 240 – 290 | Excellent avec traitement anodique | 1,8× | programmes de carrosserie légère pour véhicules électriques |
Les aciers au bore (10B21) offrent le rapport résistance/coût le plus élevé pour la fixation de moulage structurel, mais nécessitent une cuisson post-placage à 190–210 °C dans les quatre heures pour éviter une fracture retardée induite par l'hydrogène.
Références de performance en matière de traitement de surface

Le revêtement des vis de moulage automobile remplit une double fonction : protection contre la corrosion et intégration esthétique. Les fixations extérieures doivent répondre à des normes de correspondance des couleurs et de maintien du brillant, ainsi qu’à des objectifs de résistance au brouillard salin allant généralement de 480 heures (marchés tempérés) à plus de 1 000 heures (programmes des équipementiers des régions nordiques).
| Procédé de revêtement | Épaisseur de la couche (μm) | Endurance au brouillard salin neutre (heures) | Couleurs de finition disponibles | Conformité ELV/RoHS |
|---|---|---|---|---|
| Zinc trivalent électroplaqué | 8 – 12 | 200 – 400 | Argent, jaune irisé, noir passivé | Conforme |
| Alliage zinc-nickel (12–15 % Ni) | 8 – 15 | 720 – 1 000+ | Argent métallisé, noir | Conforme |
| DACROMET / Géomét | 6 – 10 | 500 – 1 000 | Gris argenté mat | Conforme |
| Revêtement électrolytique cathodique (époxy) | 15 – 30 | 500 – 750 | Noir (apprêt à peindre) | Conforme |
| Scellant à l'oxyde noir et à la cire | 1 – 3 | 48 – 96 | Noir satiné | Conforme |
| Chrome décoratif (Cr³⁺ trivalent) | 10 – 25 | 300 – 600 | Miroir chromé | Conforme |
Le placage en alliage zinc-nickel représente actuellement la référence en matière de vis de moulures extérieures pour l'automobile, conformément aux spécifications des équipementiers des régions nordiques. KeyFixPro exploite des lignes de production dédiées au zinc-nickel et au DACROMET, qui valident régulièrement les lots selon la norme ASTM B117, avec une résistance au brouillard salin neutre supérieure à 1 000 heures.
Cartographie des applications véhicule-zone
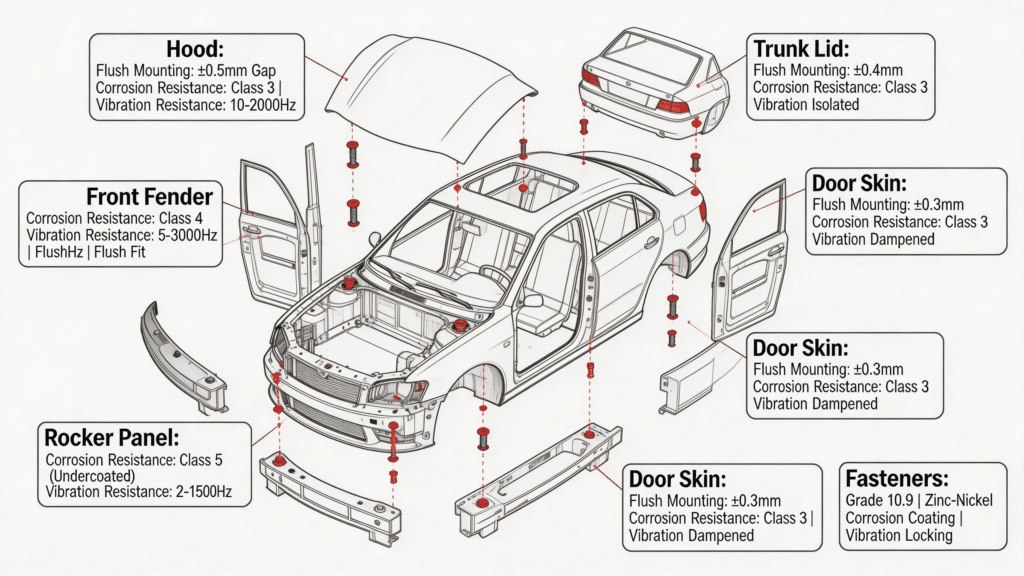
Les différents emplacements de montage imposent des contraintes très différentes en termes de charge, de produits chimiques et d'aspect visuel aux fixations de moulage.
| Zone des véhicules | Composant de moulage | Facteur de stress dominant | Configuration de vis recommandée |
|---|---|---|---|
| Ligne de toit | Garniture de base de barres de toit et de gouttière | Portance aérodynamique, vieillissement aux UV | Vis à tête cylindrique Torx, acier inoxydable 304, revêtement Zn-Ni |
| Côté du corps | Bande de protection, bande chromée | Impact de gravillons, abrasion par les brosses de lavage auto | Tête de rondelle ovale, acier au carbone revêtu de DACROMET |
| Ouverture de la roue | Élargisseurs d'ailes, protections anti-éclaboussures | Éclaboussures de la route, projections de gravier, accumulation de sel | Bride hexagonale, acier au bore 10B21, Zn-Ni 15 μm |
| Périmètre du pare-brise | Moulure de révélation, couvercle de capot | Infiltration d'eau, cycles de gel-dégel | Tête de rondelle plate avec rondelle d'étanchéité EPDM |
| Bas de caisse / Seuil | jupe latérale, cache de seuil | Frottement contre un trottoir, éclaboussure de produit de dégivrage | Tête de ferme, revêtement électrophorétique + mastic secondaire |
| Pont arrière | Garniture de feu arrière, garniture de base de spoiler | Vibrations dues à l'ouverture du coffre, cycles thermiques | Rondelle SEMS captive ovale Torx en acier à ressort |
Cette cartographie par zones souligne un principe fondamental : aucune spécification unique de vis de moulure automobile ne peut convenir à tous les points de fixation d’un véhicule moderne. Une fixation de barre de toit optimisée pour la résistance aux UV et à l’arrachement serait surdimensionnée pour un bas de caisse où la résistance à l’immersion chimique est primordiale.
Précision dimensionnelle : normes industrielles versus capacités de KeyFixPro
Le contrôle des tolérances distingue les vis de moulage automobile validées par les constructeurs d'origine des alternatives standard. Des tolérances dimensionnelles plus strictes réduisent le filetage croisé lors de l'assemblage automatisé et limitent la dispersion du couple de serrage.

| Dimension critique | Tolérance standard ISO 4759-1 | KeyFixPro a atteint la tolérance |
|---|---|---|
| Diamètre du filetage principal | ±0,05 mm | ±0,02 mm |
| Longueur totale de la vis (sous la tête) | ±0,30 mm | ±0,10 mm |
| Hauteur de tête | ±0,10 mm | ±0,05 mm |
| Concentricité du diamètre extérieur de la rondelle intégrée (TIR) | 0,15 mm | 0,05 mm |
| Profondeur de l'évidement | ±0,08 mm | ±0,03 mm |
| Rugosité de surface (Ra) | ≤ 3,2 μm | ≤ 1,6 μm |
Ces avantages en matière de précision découlent de la chaîne de production intégrée verticalement de KeyFixPro : des presses à froid multi-stations assurant un flux de grain continu, des rouleaux de filetage planétaires produisant des finitions inférieures à Ra 0,8 µm et des centres d’usinage CNC 5 axes STS série C garantissant une précision de positionnement de ±0,005 mm. Chaque lot est soumis à une vérification CMM avec une résolution de ±0,001 mm et à un tri optique % (100 pièces) – certifié conforme à la norme IATF 16949 avec un taux de défauts sur le terrain de 0 PPM.
Modes de défaillance courants et ingénierie corrective
Comprendre les défaillances des vis de moulage automobile en service permet d'améliorer proactivement leurs spécifications. Les cinq modes ci-dessous représentent les causes profondes les plus fréquentes d'après les données de retour sous garantie des constructeurs.
| Défaillance observée | Cause racine typique | Mesure corrective recommandée |
|---|---|---|
| Dépôt de rouille blanche sur la tête exposée | Revêtement de zinc d'épaisseur inférieure à l'épaisseur minimale effective (< 5 μm) | Spécifiez un placage en alliage Zn-Ni ≥ 10 μm avec une couche de finition scellée. |
| La tête de vis traverse la moulure | Surface d'appui de la rondelle trop petite par rapport à la rigidité du moulage | Augmentez le diamètre extérieur de la rondelle ou ajoutez une plaque de support métallique derrière la moulure. |
| Bandes filetées dans bossage de retenue en plastique | Câble monofilaire à pas grossier en nylon ou PA66-GF30 | Transition vers une géométrie de filetage hi-lo pour les substrats polymères |
| Desserrage progressif sous l'effet des vibrations de la route | Tige lisse trop courte, entretien de la force de serrage insuffisant | Ajouter un patch micro-encapsulé de blocage de filetage ou une bride dentelée |
| Corrosion galvanique au niveau d'un joint entre métaux dissemblables | Vis en acier en contact direct avec le panneau de carrosserie en aluminium | Insérez une rondelle barrière non conductrice ou remplacez-la par une fixation en aluminium. |
Chaque action corrective peut être mise en œuvre au cours d'un seul cycle de révision PPAP. L'équipe d'ingénierie de KeyFixPro réalise systématiquement une AMDEC lors de la validation en préproduction, identifiant ainsi les risques avant qu'ils n'atteignent les chaînes de montage.
Flux de travail de fabrication chez KeyFixPro
KeyFixPro transforme les tiges de fil brut en vis de moulage automobile finies grâce à une séquence de production entièrement intégrée avec traçabilité des matériaux jusqu'à l'expédition.
Forgeage à froid — Avant leur entrée dans les presses à froid progressives multi-stations, les bobines de bois sont vérifiées par spectrométrie d'émission optique AMETEK. Le forgeage à température ambiante préserve la continuité du grain, augmentant la résistance au cisaillement de 40 à 60 % par rapport aux pièces usinées équivalentes, tout en atteignant un taux d'utilisation du matériau de 98 %.
Enroulement de fil — Les filières plates et les rouleaux planétaires génèrent des profils de filetage avec des états de surface de fond inférieurs à Ra 0,8 μm. Les fonds écrouis présentent une endurance à la fatigue environ dix fois supérieure à celle des filetages coupés — un facteur déterminant pour les vis de moulage soumises à des millions de cycles de vibration.
Usinage secondaire CNC — Les cavités Torx, les zones moletées et les rainures pour rondelles captives sont usinées sur des centres CNC 5 axes maintenant une précision de positionnement de ±0,005 mm.
Revêtement — Lignes internes de traitement zinc-nickel, DACROMET et électrodéposition avec surveillance continue de la composition chimique des bains. Un test de brouillard salin est effectué avant chaque libération de lot.
Inspection — Contrôle par machine à mesurer tridimensionnelle (MMT) à ±0,001 mm, numérisation 3D et tri optique 100 % selon les protocoles IATF 16949. Les vis finies sont expédiées dans un emballage barrière contre l'humidité avec traçabilité numérique complète.
Liste de contrôle des spécifications pour les commandes personnalisées
Un dossier complet dès la phase de devis accélère l'analyse technique. Vous trouverez ci-dessous les éléments clés dont les ingénieurs d'application de KeyFixPro ont besoin pour lancer un programme de vis de moulage automobile sur mesure.
| Article de spécification | Informations nécessaires | But |
|---|---|---|
| Identité de la plateforme du véhicule | OEM, désignation du modèle, année de production | Détermine les normes d'essai applicables (par exemple, GMW, VW TL, Toyota TSH) |
| substrat de moulage | PVC, ABS, TPO, PA66-GF30, acier inoxydable, aluminium | Guides de sélection du profil de filetage et calcul de la force de serrage |
| Matériau et épaisseur du panneau | Acier doux 0,7 mm, aluminium 6016-T4 1,0 mm, CFRP, etc. | Définit le style de pointe, le diamètre du trou pilote et la cible de couple de dénudage |
| Cible de corrosion | Durée d'exposition au brouillard salin selon les spécifications du fabricant | Définit la technologie de revêtement et l'épaisseur minimale |
| Finition esthétique | Rétroviseur chromé, noir satiné, couleur carrosserie RAL code | Définit le processus de traitement de surface et les critères d'acceptation visuelle |
| Projection du volume annuel | Nombre de pièces par an, calendrier d'appel | Optimise les investissements en outillage, l'affectation des stations de frappe à froid et les délais de livraison. |
| Exigences d'emballage | En vrac, en barquettes, sous blister, en bobines pour alimentation automatisée | Garantit la compatibilité avec les systèmes d'alimentation des chaînes de montage du client. |
L'équipe de plus de 20 ingénieurs en fixation senior de KeyFixPro collabore avec les groupes de R&D des clients grâce à une documentation PPAP complète — schémas dimensionnels, certificats de matériaux, études de capacité de processus (Cpk ≥ 1,67) — garantissant ainsi que chaque programme personnalisé passe en douceur de l'approbation du prototype à la production en série.
Questions fréquentes concernant les vis de moulures automobiles
Qu’est-ce qui différencie les vis de moulage automobile des vis taraudeuses ordinaires ?
Les vis de moulage automobile intègrent des rondelles de roulement, un placage de couleur assortie et des profils de tête calibrés avec précision, conçus pour maintenir les garnitures souples ou rigides sans déformation de surface. Les vis autotaraudeuses ordinaires ne possèdent pas ces caractéristiques et provoquent fréquemment des enfoncements ou une dégradation esthétique sur les surfaces de moulage visibles.
Quel revêtement offre la plus longue durée de vie sur le terrain pour les fixations de moulures extérieures ?
Le revêtement en alliage zinc-nickel (12–15 % Ni) scellé au chromate trivalent dépasse systématiquement 1 000 heures de brouillard salin selon la norme ASTM B117. Pour les passages de roue et le soubassement, les revêtements DACROMET / Geomet offrent une endurance comparable avec une résistance accrue aux agents de nettoyage alcalins.
KeyFixPro peut-il produire des filetages impériaux et métriques ?
Oui. KeyFixPro dispose d'ensembles d'outillage pour les séries de filetages SAE (#6 à #14) et métriques (M3.5 à M6.3), permettant une production à double norme au sein d'une même installation — un atout précieux pour les plateformes mondiales exigeant une conformité régionale en matière de forme de filetage.
Comment KeyFixPro prévient-il la fragilisation par l'hydrogène des vis de moulage haute résistance ?
Toutes les fixations en acier au bore et en acier au carbone moyen de classe supérieure à 10,9 subissent une cuisson post-placage obligatoire à 190–210 °C dans les quatre heures suivant l'électroplacage, chassant l'hydrogène atomique dissous du réseau d'acier et éliminant le risque de fracture différée.