Введение: Проблема присоединения, способствующая внедрению FDS
В автомобилестроении винтовое соединение методом проточного сверления стало ключевым решением по одной фундаментальной причине: современные автомобильные конструкции все чаще сочетают в себе алюминиевые профили, штампованные детали из высокопрочной стали и литой магний в единой конструкции кузова — и ни один традиционный метод крепления не позволяет соединить эти разнородные материалы с одной стороны без предварительно просверленных отверстий менее чем за две секунды.
Традиционная контактная точечная сварка требует двустороннего доступа электрода и не может соединять алюминиевые и стальные поверхности. Самопрокалывающая клепка требует использования соответствующих штампов под соединением и добавляет постоянный вес. Клеевое соединение создает узкие места во времени отверждения, несовместимые с тактовым временем в 60 секунд. В автомобильной кузовной конструкции завинчивание с помощью сверла устраняет все эти ограничения благодаря термомеханическому процессу, который создает собственное монтажное отверстие, формирует ответную резьбу в вытесненном материале и обеспечивает зажимное соединение с контролируемым крутящим моментом — и все это в рамках одного автоматизированного цикла.
В данной статье рассматриваются инженерные параметры, определяющие конструкцию винтов FDS, характеристики соединений и управление технологическим процессом, с особым акцентом на вклад производителей прецизионных крепежных изделий в расширение применения винтов с подачей сверла в автомобильной промышленности по всему миру.
Как работает процесс завинчивания буровых винтов Flow Drill
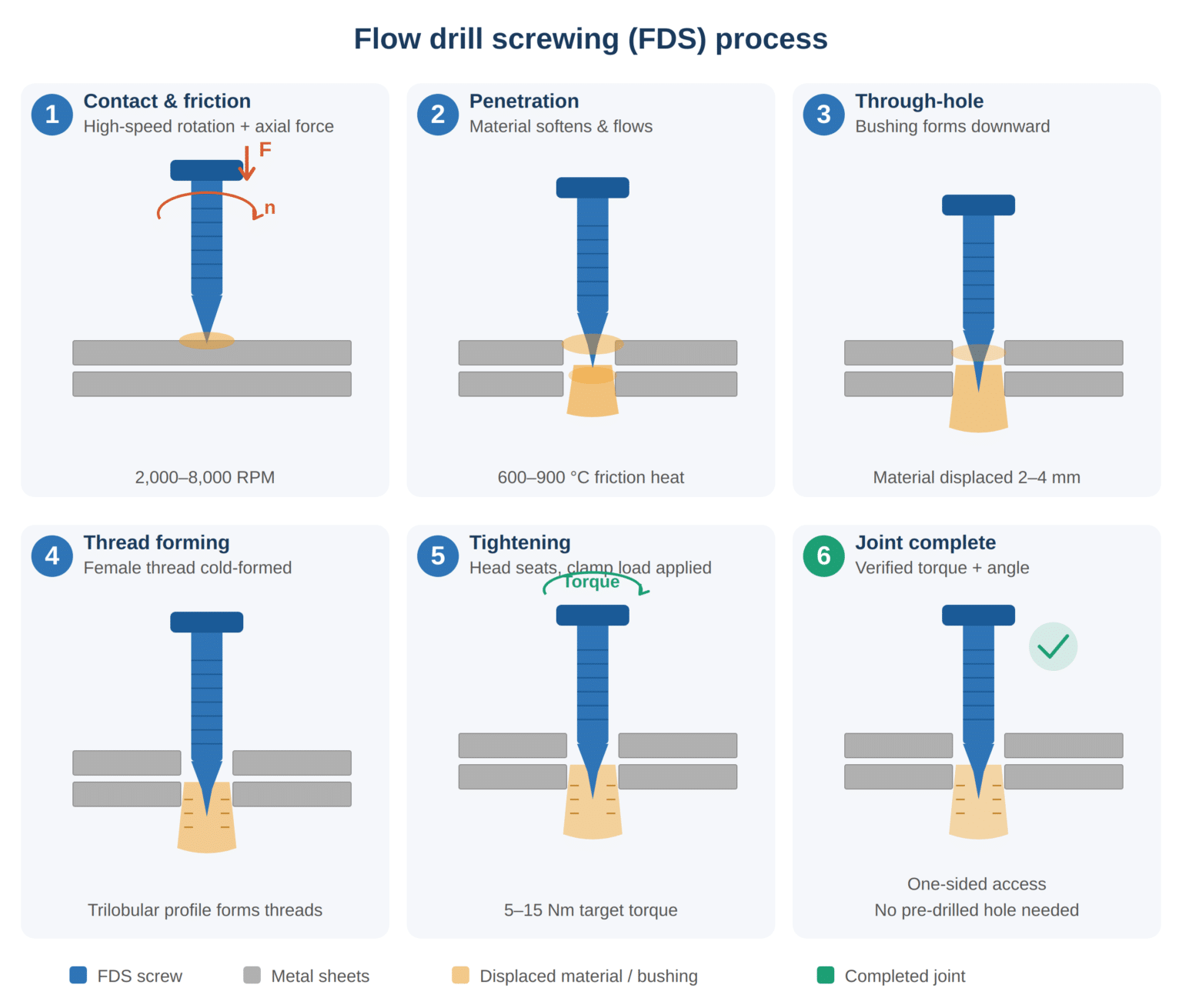
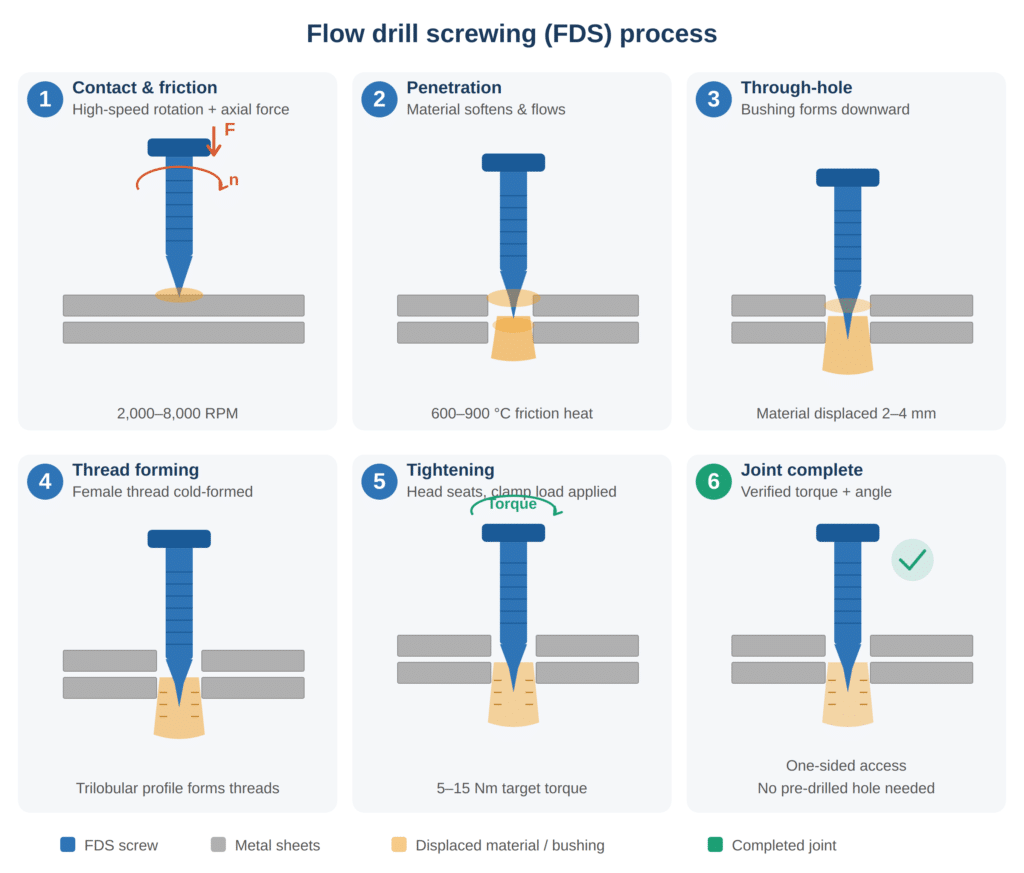
Цикл FDS проходит через шесть различных механических фаз. Понимание каждой фазы имеет важное значение для определения правильной геометрии винта, комбинации основного материала и параметров приводной системы.
| Фаза | Винтовой механизм | Материальный отклик | Продолжительность (типичная) |
|---|---|---|---|
| 1 — Контактный и фрикционный нагрев | Наконечник винта вращается со скоростью 2000–8000 об/мин под осевой нагрузкой 1,0–3,5 кН. | Поверхность листа нагревается до 600–900 °C за счет энергии трения. | 0,3–0,8 с |
| 2 — Проникновение | Заостренный наконечник перемещает размягченный материал в радиальном и осевом направлениях. | Верхний слой деформируется пластически; материал начинает течь вниз. | 0,3–0,6 с |
| 3 — Сквозное формирование скважины | Носик винта полностью проникает в нижний лист. | Вытесненный металл образует выступающую вниз втулку (2–4 мм). | 0,2–0,4 с |
| 4 — Формирование резьбы | Зона формирования резьбы входит в зацепление со стенкой втулки. | Внутренняя резьба формируется методом холодной формовки в отверстие втулки. | 0,2–0,4 с |
| 5 — Затягивание | Скорость снижается; крутящий момент увеличивается до целевого значения. | Головка винта плотно прилегает к поверхности верхнего листа, обеспечивая зажимное усилие. | 0,2–0,3 с |
| 6 — Окончательная проверка момента затяжки и угла наклона | Контроллер проверяет крутящий момент и угол поворота в пределах допустимого диапазона. | Сустав достиг целевой предварительной нагрузки; сигнатура процесса зарегистрирована. | 0,1–0,2 с |
Общее время цикла для стандартного соединения алюминия методом FDS обычно составляет от 1,5 до 2,5 секунд — это сопоставимо с контактной точечной сваркой и значительно быстрее, чем альтернативные методы, использующие клей или заклепки.
Геометрия винта: пять критических зон
Крепежный элемент FDS — это не обычный саморез с заостренным наконечником. Каждая область корпуса винта выполняет определенную термомеханическую функцию. Неточность размеров в любой зоне снижает прочность соединения, увеличивает крутящий момент затяжки сверх пределов возможностей оборудования или приводит к преждевременному разрушению наконечника.
| Винтовая зона | Геометрический элемент | Функциональная роль | Ключевые размерные параметры |
|---|---|---|---|
| Наконечник трения | Конический нос (угол между вершинами 60°–90°) | Вызывает тепло трения, размягчая листовой материал. | Диаметр наконечника: 2,0–3,5 мм; допуск по углу конуса: ±1° |
| Пилотский отдел | Гладкий цилиндрический хвостовик под конусом | Направляет траекторию проникновения; стабилизирует боковое смещение. | Диаметр: 0,90–0,95 × номинальный; длина: 3–6 мм |
| Зона формирования нитей | Трехлопастное или многолопастное поперечное сечение | Перемещает материал для создания внутренней резьбы без разрезания. | Высота лепестка: 0,05–0,12 мм над диаметром шага спирали. |
| Зажимной хвостовик | Цилиндрическое тело между резьбой и головкой | Обеспечивает эластичную зону растяжения для удержания зажимной нагрузки. | Длина стержня откалибрована по общей толщине пакета ±0,3 мм. |
| Головка и опорная поверхность | Плоская или фланцевая головка с приводным углублением | Распределяет усилие зажима; взаимодействует с приводным инструментом. | Наружный диаметр головки: 10–16 мм; плоскостность подшипника ≤ 0,05 мм TIR |
Трехлепестковый профиль резьбообразования заслуживает особого внимания. В отличие от самонарезающих винтов с нарезанной резьбой, которые удаляют материал в виде стружки, трехлепестковая геометрия смещает основной металл радиально — холодноформуя внутреннюю резьбу с непрерывным потоком зерна. Этот механизм смещения позволяет получать резьбу с сопротивлением срыву на 30–40 % выше, чем у самонарезанной резьбы того же номинального диаметра, что напрямую повышает прочность на вырыв при навинчивании с помощью сверла с непрерывным потоком в автомобильных конструкционных соединениях.
Материал Комбинации и совместные накопления
При сборке автомобильных кузовов с использованием винтового соединения методом завинчивания необходимо учитывать разнообразные сочетания материалов. Рабочие характеристики соединения существенно различаются в зависимости от того, какой материал используется в верхнем (входном) листе, а какой — в нижнем (для формирования втулки) листе.
| Конфигурация стека | Верхний лист | Нижний лист | Типичная длина втулки | Сила вытягивания (типичная) | Ключевое приложение |
|---|---|---|---|---|---|
| Аль-Аль | 6016-T4 (1,0–2,0 мм) | 6016-T4 (1,5–3,0 мм) | 3,5–5,0 мм | 3,5–5,5 кН | Внутренняя часть двери для усиления |
| Алюминий-сталь | 6016-T4 (1,0–1,5 мм) | DP590/DP780 (1,0–2,0 мм) | 2,5–4,0 мм | 5,0–8,0 кН | Рейлинг крыши к боковой панели |
| Al–Al–Al (3-слойный) | 5182-O (1,0 мм) + 6016-T4 (1,5 мм) | 6016-T4 (2,0 мм) | 4,0–6,0 мм | 4,0–6,5 кН | Многокомпонентный запорный узел |
| Сталь – сталь (тонколистовая) | CR340 (0,8–1,2 мм) | DP590 (1,0–1,5 мм) | 2,0–3,5 мм | 6,0–9,0 кН | Поперечная балка приборной панели |
| Литой алюминий, магний | 6016-T4 (1,2 мм) | Литье под давлением AM60B (3,0 мм) | 3,0–4,5 мм | 2,5–4,0 кН | Внутренняя часть задней двери к литой раме |
| CFRP–Al (с направляющим отверстием) | Композитный материал из углеродного волокна (1,5–2,5 мм) | 6016-T4 (2,0 мм) | 3,5–5,0 мм | 3,0–5,0 кН | Композитная панель к алюминиевому подрамнику |
Из производственного опыта вытекают два правила. Во-первых, более мягкий или тонкий материал должен по возможности занимать верхнюю часть листа, поскольку фрикционный наконечник проникает в него легче и с меньшим осевым усилием, что снижает риск деформации листа за пределами непосредственной зоны соединения. Во-вторых, для верхних листов из композитных материалов (CFRP) требуются предварительно просверленные направляющие отверстия во избежание расслоения; поэтому завинчивание с помощью винтового сверла в автомобильных изделиях из CFRP представляет собой гибридный процесс, а не полностью бесконтактную технологию.
Винт Материал и характеристики твердости
Сам винт FDS подвергается экстремальным условиям: температурам на конце, приближающимся к температуре солидуса алюминия (≈ 580 °C), крутящим нагрузкам во время нарезания резьбы и длительному напряжению зажима после этого. Металлургия винта должна одновременно удовлетворять всем этим условиям.
| Винт Свойство | Технические требования | Функциональное обоснование |
|---|---|---|
| Базовый материал | цементируемая сталь (например, 20MnB4, 22MnB5) | Стали на основе бора обеспечивают сквозную закалку для малых поперечных сечений. |
| Твердость поверхности (наконечник и резьба) | 450–580 HV (≈ 45–55 HRC) | Устойчив к абразивному износу при сверлении трением и нарезании резьбы. |
| Твердость сердцевины (стержня) | 300–400 HV (≈ 30–40 HRC) | Сохраняет прочность, позволяя выдерживать динамические нагрузки без хрупкого разрушения. |
| Глубина цементированного корпуса | 0,15–0,40 мм | Достаточный износостойкий слой, не вызывающий охрупчивания несущего сердечника. |
| Содержание водорода (после нанесения покрытия) | ≤ 2,0 ppm (выпечено в течение 4 часов) | Предотвращает замедленное разрушение, вызванное водородом, в процессе эксплуатации. |
| Предел прочности на кручение (минимальный) | ≥ 8,5 Нм (М5); ≥ 16 Нм (M6) | Необходимо превысить максимальный момент затяжки резьбы на величину запаса прочности. |
| Предел выносливости при усталости | ≥ 10⁷ циклов при 50 % испытательной нагрузке | Выдерживает вибрации кузова в течение всего срока службы автомобиля. |
Дифференцированный профиль твердости — твердый поверхностный слой над прочным сердечником — является обязательным условием для эффективной работы системы FDS. Винт с равномерной твердостью сломается во время нарезания резьбы под действием кручения. Винт с равномерной мягкостью износится в процессе первого этапа проникновения, образуя отверстия слишком большого диаметра с недостаточным зацеплением резьбы.
Компания KeyFixPro разрабатывает эту двухступенчатую архитектуру твердости за счет точно контролируемых циклов цементации с последующим закаливанием в масле и низкотемпературным отпуском, при этом глубина закалки проверяется с помощью микротвердомеров Виккерса с интервалом 0,05 мм на металлографических поперечных сечениях каждой производственной партии.
Параметры процесса и окна контроля качества
Автоматизированные системы управления FDS отслеживают множество параметров в режиме реального времени. Качество соединения зависит от поддержания каждой переменной в пределах заданных допустимых значений.

| Параметры процесса | Типичный рабочий диапазон | Влияние значения ниже допустимого диапазона | Влияние значения, превышающего допустимый диапазон |
|---|---|---|---|
| Скорость вращения шпинделя (фаза сверления) | 2000–8000 об/мин | Недостаточное тепловыделение; неполное проникновение | Чрезмерный нагрев; плавление материала; увеличенный диаметр отверстия втулки. |
| Осевая сила (фаза сверления) | 1,0–3,5 кН | Медленное проникновение; увеличенное время цикла | Прогиб листового материала; выдавливание материала за пределы зоны соединения. |
| Скорость формирования нити | 500–2000 об/мин | Плохая четкость резьбы; низкая прочность на срыв. | Избыточное формование резьбы; риск разрушения винта из-за скручивания. |
| Финальный крутящий момент | 5–15 Нм (зависит от области применения) | Недостаточно плотное соединение; риск ослабления из-за вибрации. | Вдавливание головки; растрескивание верхнего слоя вокруг подшипника головки. |
| Угол наклона сиденья | 30°–720° (зависит от области применения) | Недостаточная предварительная нагрузка | Резьба сорвана; нарушена целостность зажима. |
| Общее время цикла | 1,5–2,5 секунды | Неприменимо (более быстрый темп допустим при соблюдении установленных сроков качества) | Нестабильность процесса; указывает на аномальное сопротивление. |
Каждая установка FDS генерирует характерную кривую зависимости крутящего момента от угла и времени. Системы статистического контроля процесса сравнивают каждую кривую с эталонной сигнатурой, выявляя отклонения для немедленного расследования. Эта возможность мониторинга в реальном времени делает завинчивание с помощью системы FDS в автомобильной промышленности одним из наиболее отслеживаемых методов соединения — каждое соединение проверяется индивидуально, в отличие от режимов контроля на основе выборки, характерных для клепаных или сварных конструкций.
Сравнительные преимущества альтернативных методов соединения
| Критерий эффективности | Ввинчивание бурового раствора | Самопрокалывающая клепка (SPR) | Контактная точечная сварка (RSW) | Клеевое склеивание |
|---|---|---|---|---|
| Односторонний доступ | Да | Да (но требуется, чтобы под ним находилась матрица). | Нет (требуются двойные электроды) | Да |
| Требуется предварительное сверление отверстия. | Нет (стандартная алюминиево-стальная конструкция) | Нет | Нет | Н/Д |
| Возможность работы с разнородными металлами | Отличное качество (Al–сталь, Al–магний) | Хороший (ограничено выбором штампа) | Плохое качество (только аналогичные металлы) | Отличный |
| Съемность / Обслуживаемость | Да (стандартное удаление винтов) | Нет (постоянной деформации) | Нет (деструктивное разделение) | Сложно (удалить клей) |
| Время цикла | 1,5–2,5 с | 1,5–3,0 с | 0,3–1,0 с | От минут до часов (излечение) |
| Совместная прослеживаемость | Индивидуальный (кривая зависимости крутящего момента от угла для каждого шарнира) | Уровень партии | Данные на уровне партии (журнал тока сварки) | Уровень партии |
| Вес, добавляемый к каждому суставу. | 3–6 г (только винт) | 3–5 г (только заклепка) | 0 г (плавленый материал) | 1–3 г (клейкая пленка) |
| Возможность водонепроницаемой герметизации | Дополнительно (с уплотнительной шайбой) | Ограниченный | Внутренние (слитые) | Отличный |
Преимущество в возможности демонтажа становится все более значительным, поскольку производители автомобилей проектируют конструкции с учетом возможности вторичной переработки в соответствии с директивами ЕС по утилизации транспортных средств. Ввинчивание с помощью дрели в кузовные конструкции позволяет откручивать и заменять поврежденные панели без разрушения окружающей конструкции — парадигма ремонта, невозможная при использовании заклепочных или сварных соединений.
KeyFixPro Роль в цепочке поставок FDS
В то время как приводное оборудование и программное обеспечение для процесса находятся в ведении системных интеграторов (DEPRAG, Weber, Atlas Copco), сам винт FDS должен быть изготовлен в соответствии со строгими металлургическими и размерными стандартами специалистом по прецизионным крепежным изделиям. Именно здесь вносит свой вклад KeyFixPro.
Опыт холодной ковки — Многопозиционные прогрессивные холоднокатаные прессы KeyFixPro формируют сложную геометрию винта FDS — фрикционный наконечник, трехлопастную зону формирования резьбы, зажимной хвостовик и фланцевую головку — из проволоки из бористой стали в единой непрерывной последовательности формования. Ковка при комнатной температуре сохраняет непрерывный поток зерна в критически важном месте перехода от наконечника к хвостовику, обеспечивая прочность на кручение на 40–60 % выше, чем у аналогов, изготовленных механическим способом. Коэффициент использования материала достигает 98 %.
Контроль термообработки — Собственные цементационные печи с контролируемой атмосферой и эндотермическим газом обеспечивают точную глубину закалки (0,15–0,40 мм), необходимую для винтов FDS. Каждая партия проходит проверку микротвердостью по Виккерсу и металлографическое исследование.
Обеспечение размерности — Вторичные операции ЧПУ на 5-осевых центрах STS серии C обеспечивают точность позиционирования ±0,005 мм в углублениях для привода и поверхностях подшипников головки. Контроль с помощью координатно-измерительной машины с разрешением ±0,001 мм плюс 100 оптических сортировок % гарантируют соответствие каждого поставляемого винта геометрическим характеристикам, от которых зависят приводные системы FDS.
Обработка поверхности — Цинково-никелевое покрытие, прошедшее испытания в нейтральном солевом тумане (ASTM B117) в течение более 1000 часов, защищает винты FDS от коррозии под днищем и в моторном отсеке. После нанесения покрытия в течение 4 часов проводится термообработка для удаления водорода, что исключает риск отложенного разрушения.
Система качества — Сертификаты IATF 16949, ISO 9001 и ISO 14001 обеспечивают полную документацию на уровне PPAP, цифровую отслеживаемость каждой партии и стабильно низкий уровень дефектов на производстве (0 PPM) в более чем 100 завершенных автомобильных программах.
Часто задаваемые вопросы
Чем отличается использование самонарезающих винтов в автомобилестроении от обычных самонарезающих винтов?
Технология FDS объединяет сверление трением и нарезание резьбы в одной операции. Вращающийся наконечник винта генерирует тепло трения температурой 600–900 °C, размягчая и смещая листовой металл, создавая одновременно монтажное отверстие и резьбовую втулку — предварительное сверление отверстия или задняя гайка не требуются. Обычные самонарезающие винты требуют наличия существующего отверстия и не образуют втулку.
В каких автомобильных программах в настоящее время используется винтовое бурение с подачей жидкости?
Технология FDS используется на различных глобальных платформах OEM-производителей для сборки кузовов, элементов кузова и батарейных отсеков электромобилей. Среди наиболее известных пользователей — немецкие производители автомобилей премиум-класса, специализирующиеся на алюминиевых конструкциях кузовов, и североамериканские программы по разработке электромобилей, использующие комбинированные соединения алюминиево-стальных батарейных отсеков.
Можно ли снять и установить обратно буровые винты?
Да. Поскольку втулка сохраняет свою сформированную внутреннюю резьбу, стандартный метрический винт эквивалентного диаметра и шага резьбы может быть ввинчен в то же отверстие во время обслуживания или ремонта — это ключевое преимущество по сравнению с методами постоянного соединения, такими как клепка или точечная сварка.
Какие размеры винтов наиболее распространены в автомобильных системах FDS?
Диаметры M4, M5 и M6 составляют подавляющее большинство вставок в автомобильные системы FDS, а длина варьируется от 16 мм до 35 мм в зависимости от общей толщины пакета. Компания KeyFixPro поддерживает в рабочем состоянии оснастку для холодной штамповки во всем этом диапазоне размеров.
KeyFixPro Компания KeyFixPro, основанная в 2000 году и сертифицированная по стандартам IATF 16949 / ISO 9001 / ISO 14001, производит высокоточные крепежные изделия, изготовленные методом холодной ковки и обработанные на станках с ЧПУ, для завинчивания в автомобильных кузовах и других конструкциях. Обладая более чем 25-летним опытом производства, более 50 патентами, штатом из более чем 20 ведущих инженеров и возможностью контроля качества с точностью ±0,001 мм, KeyFixPro поддерживает программы OEM-производителей и поставщиков первого уровня в более чем 20 странах. Посетите сайт www.keyfixpro.com или свяжитесь с нами по адресу sales@keyfixpro.com.