As the automotive industry accelerates toward electric vehicles and advanced powertrains, the mechanical performance requirements for high-strength fasteners have never been more demanding. Beyond conventional indicators — tensile strength, yield ratio, hardness, and decarburization — fatigue life has emerged as the single most critical metric for evaluating fastener durability under real-world service loads.
The fastener production chain — spheroidized annealing of raw materials, acid pickling, cold drawing, cold heading, thread processing, quenching and tempering (quench-and-temper heat treatment), and surface treatment — is a tightly integrated sequence where every step influences the final outcome. Among these, quench-and-temper heat treatment is the key工序 that transforms raw steel into high-strength fastener capable of meeting grade 10.9, 12.9, or even higher mechanical property requirements.
Yet even the most precisely calibrated heat treatment furnace can be undermined by one hidden factor in the starting steel material: banded structure. This microstructural defect — invisible to the naked eye but measurable and quantifiable under the microscope — is a persistent quality risk in low alloy steel used for high-strength fasteners. Understanding banded structure is essential for fastener engineers, procurement teams, and quality managers who demand consistent mechanical performance at scale.
For a fastener manufacturer like Keyfix, which serves global automotive OEMs and Tier 1 suppliers under IATF 16949-certified quality systems, steel microstructure control is not optional — it is foundational to delivering 0 PPM defect rates on high-strength fastener production runs.
What Is Banded Structure in Fastener Steel
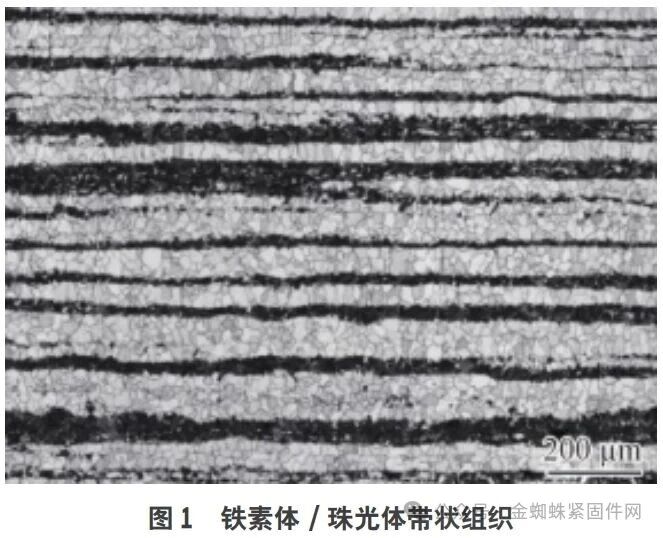
Banded structure (also known as fibering or elongated segregation) refers to a microstructural defect in low alloy steel where ferrite and pearlite bands are arranged in alternating layers aligned parallel to the rolling or forging direction. Under the microscope, this appears as parallel stripes of light (ferrite) and dark (pearlite) bands running through the steel matrix — a pattern that directly reflects microscopic alloy element segregation in the original cast billet or rod.
This banding pattern forms because during the solidification of steel ingots or continuous cast blooms, alloying elements such as carbon (C), manganese (Mn), phosphorus (P), and chromium (Cr) do not distribute uniformly. Dendritic segregation creates regions of varying chemical composition. When the steel is subsequently hot rolled, these segregation patterns are elongated into long, parallel bands that run the full length of the finished bar or wire rod. Upon cooling, ferrite preferentially nucleates in the low-alloy, low-carbon regions, while pearlite forms in the adjacent high-carbon, high-alloy bands — producing the characteristic alternating banded microstructure.
The phenomenon is particularly pronounced in low alloy structural steels commonly used for high-strength fasteners — grades such as 42CrMo (AISI 4140), 35CrMo (AISI 4135), 20CrMnMo, and equivalent materials specified in GB/T 3077 and GB/T 6478 standards for fastener-quality steel.
Root Causes: How Banded Structure Forms
Banded structure originates from two distinct mechanisms — often referred to as primary (first-order) banding and secondary (second-order) banding.
Primary Banded Structure — Solidification Segregation
During steelmaking and continuous casting, the selective solidification of alloying elements (known as selective crystallization) creates dendritic segregation in the as-cast microstructure. Dendrite cores are typically depleted in alloy elements, while dendrite arms and interdendritic regions accumulate solute. This primary microstructural non-uniformity is carried forward into the finished product and forms the fundamental precondition for visible banded structure after hot working.
Secondary Banded Structure — Hot Working Elongation
When the cast billet is hot rolled, the elongated inclusions and segregation patterns are pressed into long, parallel streaks aligned with the rolling direction. These streaked inclusions and solute-rich zones then serve as preferential nucleation sites during the austenite-to-ferrite phase transformation on cooling, creating the alternating ferrite-pearlite bands characteristic of secondary banded structure.
The Role of Phosphorus and Manganese
Among all alloying elements, phosphorus (P) is the most influential in promoting banded structure. During slow cooling through the austenite transformation range (Ar3 to Ar1), high-phosphorus regions have a higher Ar3 temperature and transform to ferrite first, concentrating carbon into the adjacent low-phosphorus regions, which subsequently transform to pearlite. Manganese (Mn) exhibits a similar but milder segregation tendency — higher Mn zones favor pearlite formation while lower Mn zones favor ferrite, reinforcing the band pattern.
Unlike carbon, which can diffuse relatively quickly at elevated temperatures, alloy elements have diffusion coefficients far smaller than that of carbon. This means the microsegregation created during solidification cannot be fully eliminated even during the prolonged heating cycles before hot rolling. The homogenization temperature required for complete alloy element equilibration exceeds 1050°C — often impractical in industrial rolling operations.
Mechanical Effects: Why Banded Structure Compromises Fastener Reliability
The impact of banded structure on fastener performance is not merely theoretical — it manifests as measurable, consequential failures in production and service. Understanding these effects is critical for any quality-conscious fastener manufacturer or fastener buyer.
Anisotropic Mechanical Properties
Because ferrite bands and pearlite bands have fundamentally different hardness, strength, and toughness characteristics, the composite material exhibits mechanical anisotropy. Longitudinal properties (parallel to the rolling direction, i.e., the band direction) are notably superior — higher tensile strength and better toughness — while transverse properties are substantially weaker, with lower strength and significantly reduced ductility and impact resistance.
This anisotropy is particularly dangerous for fasteners loaded in multi-directional stress states, such as engine and chassis fasteners in automotive applications, where loading directions cannot always be predicted or controlled.
Upsetting and Cold Heading Cracking
During the cold heading process — a primary forming method for producing fastener heads by cold forging — the material undergoes severe plastic deformation. Band boundaries between ferrite and pearlite zones act as inherent stress concentration sites. Where the banded structure is severe, cracking frequently initiates at these boundaries, resulting in head crack defects, reduced production yields, and increased material waste.
Non-Uniform Hardness and Dimensional Distortion
After quench-and-temper heat treatment, fasteners with pre-existing banded structure exhibit uneven hardness distribution across the cross-section. The low-hardenability ferrite-rich bands transform to softer microstructures (bainite or even ferrite-pearlite), while adjacent pearlite-rich bands achieve full martensite transformation. This leads to:
- Scattered tensile strength results (high variability in break load)
- Non-compliant impact values (KV2 values falling below standard minimums — in extreme cases, impact energy can be 20–25% below specification)
- Increased quench distortion and out-of-tolerance dimensions
Quench Cracking Risk
When steel with pronounced banded structure is rapidly quenched from austenitizing temperature, the differential transformation strain between hard martensite bands and soft ferrite/bainite bands generates severe internal stress concentrations. This structural stress can exceed the material’s local fracture stress, causing quench cracks that may propagate as transgranular, intergranular, or mixed-mode cracks. The risk is amplified in large-section fasteners such as wind power bolts, heavy machinery fasteners, and large-diameter threaded rods.
Inspection Standards: GB/T 34474-2025 Evaluation Methods
The 2025 revision of the national standard for banded structure evaluation — GB/T 34474-2025《Steel — Evaluation of Banded Structure》, published August 29, 2025 and effective March 1, 2026 — represents the most comprehensive and technically rigorous framework for assessing banded structure in engineering steel to date. It consolidates and supersedes two previous standards (GB/T 34474.1-2017 and GB/T 34474.2-2018) into a unified document with three distinct evaluation methods.
Standard Rating Chart Method (标准评级图法)
Based on the morphological comparison of a tested specimen’s microstructure against a set of standardized reference images at 100× magnification, this method assigns a banded structure grade (typically 1–6). Grade ≤ 2 is generally considered acceptable for high-strength fastener applications. Grade 3 or above indicates significant alloy element segregation requiring corrective action. This method is suitable for batch quality inspection and is the most widely used approach in steel supply chain quality control.
Quantitative Method (特征参数定量法)
Based on ASTM E1268, this method quantitatively measures structural parameters including the Anisotropy Index (AI), Orientation Degree (Ω), Band Spacing (SB), and Free Path (λ). These parameters provide objective, numerical data for engineering evaluation and are particularly valuable for product development and process improvement benchmarking.
Hardness Method (硬度法)
Originally used for ultra-high-strength steels in the petrochemical industry, this method assesses banded structure through micro-hardness differences between ferrite and pearlite bands. ASTM E1268-2019 provides the reference framework. This method is included in the revised GB/T 34474-2025 as an alternative for cases where metallographic preparation is difficult.
Standard Specimen Preparation: Isothermal Annealing
For consistent and comparable results, GB/T 34474-2025 requires specimens to be prepared using a specific isothermal annealing heat treatment: austenitize at the appropriate temperature (e.g., 880 ± 5°C for 42CrMo), then rapidly transfer to a second furnace held at the isothermal transformation temperature (e.g., approximately 650°C). This produces a balanced ferrite-pearlite microstructure that closely matches the standard reference images, enabling more accurate grade assessment than directly examining the as-received or as-quenched structure.
Control & Prevention: From Steelmaking to Heat Treatment
Controlling banded structure requires interventions at every stage of the steel production chain — from liquid steel processing to hot rolling — since conventional heat treatment of the finished fastener cannot reverse microsegregation once it is locked into the microstructure.
Steelmaking Stage
- Secondary refining and ladle argon blowing to promote inclusion removal and composition homogenization
- Electroslag remelting (ESR) for critical applications where ultra-clean steel is required
- Tight control of phosphorus and sulfur content to reduce segregation-promoting impurity elements
Continuous Casting Stage
- Reduced superheat temperature and optimized casting speed to minimize secondary dendrite arm spacing
- Electromagnetic stirring (EMS) to break up dendrite structures and improve solute distribution
- Controlled cooling rates in the secondary cooling zone to reduce centerline segregation
Hot Rolling Stage
- Increased reduction ratio for large-section bar and rod — higher cumulative compression during rolling improves structural uniformity
- Avoiding finish rolling temperatures in the two-phase (γ+α) region, which can induce secondary banding
The Heat Treatment Reality Check
It must be clearly stated: conventional heat treatment processes — annealing, normalizing, or quench-and-temper — cannot fully eliminate banded structure caused by alloy element segregation. Carbon diffusion at 930°C+ can partially reduce carbon banding, but alloy element homogenization requires temperatures above 1050°C combined with extended holding times that are impractical and risk grain coarsening. Normalizing can remove secondary banding caused by improper finish rolling temperatures, but primary solidification segregation-induced banding is largely immutable through downstream thermal processing.
Procurement Guidance: What Fastener Buyers Should Know
For automotive OEMs, Tier 1 suppliers, and industrial equipment manufacturers sourcing high-strength fasteners, understanding banded structure gives you a significant quality advantage in supplier evaluation and incoming inspection.
Practical recommendations for fastener buyers:
- Include GB/T 34474-2025 microstructure inspection requirements in material specification agreements for grade 10.9 and above fasteners in critical applications (chassis, powertrain, suspension, wind power structures)
- Require material test reports (MTR) including heat number traceability — enabling root cause tracing if mechanical property deviations occur in production or field service
- For large-section fasteners (M20 and above, or equivalent), specify pre-inspection of steel bar microstructure before releasing material to cold heading or machining production
- Work with fastener suppliers who have IATF 16949-certified quality systems and in-house metallurgical inspection capabilities, including CMM dimensional inspection and AMETEK spectrometer material verification
- Evaluate supplier process capability (Cpk) for tensile strength, yield strength, and impact energy — wide scatter in these parameters is often a telltale sign of raw material banding issues
As the fastener industry continues to push toward lighter, higher-strength designs — particularly in lightweight fastener applications for electric vehicles and energy-efficient machinery — the margin for material quality variation narrows further. Proactive engagement with steel microstructure quality is no longer a metallurgist’s specialty concern alone; it is a procurement and quality engineering imperative.
About Keyfix — Precision Fastener Manufacturer in China
Founded in 2007, Keyfix is a China-based precision fastener manufacturer serving global automotive OEMs, Tier 1 suppliers, and industrial customers across 20+ countries. Our IATF 16949-certified quality system encompasses the entire production chain — from incoming raw material inspection, through cold heading and CNC precision machining, to quench-and-temper heat treatment and surface coating.
Keyfix’s approach to fastener quality is grounded in material science rigor — not just dimensional compliance. We maintain strict incoming inspection protocols for steel microstructure, with documented traceability from heat number to finished fastener, and provide full material test reports (MTR), dimensional reports, and PPAP documentation for automotive and industrial applications.
For your next high-strength fastener project — whether automotive grade 10.9/12.9 fasteners, wind power structural bolts, or precision CNC-machined special fasteners — Keyfix’s engineering team is ready to discuss material specification, quality requirements, and traceability protocols for your application.
Contact Keyfix today for a free engineering consultation and competitive quotation on your next fastener project.